JDLGC-ATC-P型精雕数控雕刻机(见图1)属于计算机控制的数控加工工具,是一种使用小刀具加工的小型数控铣床。它主要运用于普通铣床难以加工的、形状复杂的、硬度及精度要求都极高的零件加工,适用于各种金属材料加工。数控雕刻机通过计算机控制器控制电主轴(Z轴)电动机、XY轴拖板运动,经过高速主轴刀具的铣刨,使金属材料形成了所需的形状和尺寸,来满足产品功能的需求。由于机床需要工作液冷却,加工碎屑非常细微,加上气枪在加工过程中的吹屑,使得机床内部的工作环境变得非常恶劣,特别是电主轴部分,故障率非常高,因此,对其加工过程中经常出现的故障原因及相应的处理方法进行分析,具有十分重要的意义。

1. 变频控制器1报警急停
(1)故障表现“变频控制器1报警急停”,故障代码“a0e-1”,提示:“1.电控柜未加电或已掉电”、“2.变频控制器异常报警”。查看机床维修说明书初步故障判定:变频器或者主轴电动机烧坏。
(1)故障表现“变频控制器1报警急停”,故障代码“a0e-1”,提示:“1.电控柜未加电或已掉电”、“2.变频控制器异常报警”。查看机床维修说明书初步故障判定:变频器或者主轴电动机烧坏。
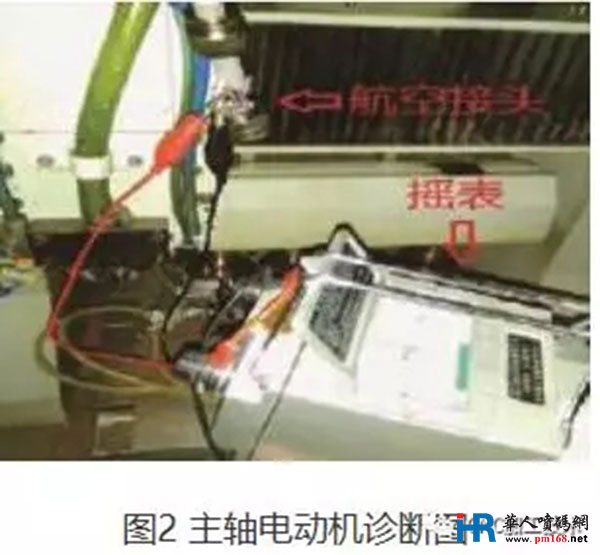
(2)诊断步骤:①断开主轴变频器输出端,开机登陆测试界面,测试主轴电动机旋转,发现机床正常,没有报错,说明变频器没有故障。②在断开主轴变频器输出端的情况下,使用摇表测量主轴电动机的相线与地线之间的绝缘情况,发现主轴电动机的每一相导线都与地线导通,说明主轴电动机烧坏或者电缆线有故障。③卸下主轴电动机上的航空接头,再用摇表在变频器输出端一侧测量断开后主轴电动机的相线与地线之间的绝缘情况,发现主轴电动机的每一相导线都与地线导通、相线之间全部导通,说明主轴电动机电缆线有故障。④由于电缆线分为电线和航空接头组成,因此拆开主轴电动机上的航空接头与电缆线的连接处,把三相动力电源线剪断。⑤使用摇表分别测量电缆线的相相间与相地间的绝缘电阻,同时也对航空接头处的相相间与相地间的绝缘电阻进行测量,最后发现是主轴六芯电缆屏蔽线损坏,更换即可排除故障,具体流程如图2、图3所示。
(3)故障总结:通过故障代码初步分析为变频器或者主轴电动机问题,但是在实际的诊断中发现,故障的真正原因却为主轴电动机电缆线损坏,给人造成的假象,很难一下子排除故障,必须耐心地检查电气电路,方可最终解决问题。
2. 换刀不正
出现换刀不正的情况是系统自动换刀时,当刀库退出,Z轴下降刀杆会顶到刀库,导致换刀不能正常完成。
处理方法:在系统中用手动退出刀库功能。用手轮摇动X轴至1号刀位,手动使Z轴缓慢下降,直至刀杆位置合适。记下这时的Z轴坐标。进入系统参数设置界面,找到换刀坐标参数,比较原来1号刀位的坐标,计算出差值;修改1号刀换刀坐标;其他刀位以差值相应修改坐标。
3. 主轴漏气及刀夹不紧
(1)诊断步骤:①开机,进入加工界面,用手感觉漏气处。②进行手动装刀,感觉到按钮开关有问题,拆下按钮开关,看见开关里积有冷却液,用万用表测量,发现开关处于打开状态。③用压缩空气吹干积水,再测量,开关正常。
(2)故障原因分析:这种情况是由于手动松紧刀按键飞溅进了冷却液,导致按键有短路,电磁阀一直处于打开状态。
(1)诊断步骤:①开机,进入加工界面,用手感觉漏气处。②进行手动装刀,感觉到按钮开关有问题,拆下按钮开关,看见开关里积有冷却液,用万用表测量,发现开关处于打开状态。③用压缩空气吹干积水,再测量,开关正常。
(2)故障原因分析:这种情况是由于手动松紧刀按键飞溅进了冷却液,导致按键有短路,电磁阀一直处于打开状态。
(3)处理方法:取下按键,清洗吹干,故障消除。本案换刀不正、主轴漏气及刀夹不紧并非经常同时出现,除了以上的故障情况外,有时和压缩空气有关,如果机床的压力传感器有问题,当压缩空气不够时机床也不报警,导致各种气动元件执行不到位,在维修时需要特别小心这些细节,方能迎刃而解。
4. 加工零件时有振纹
具体表现是在加工产品时,Y向倒角处振纹明显。
(1)诊断步骤为:①用手轮方式移动工作台,工程中听见转动有响声,初步判断为Y轴运动机构故障。②用内六角扳手拧松Y向挡板紧固螺杆,取下挡板,打开上挡板,用手向前推移工作台至丝杆露出,再用手转动丝杆感觉丝杆间隙。③用内六角扳手拧下丝杆两端轴承盖紧固螺杆,取下轴承盖;再拧松丝杆联轴器的紧固螺杆,使轴承可脱离轴承座出来,再用手转动轴承,有响声,且转动不顺畅,判断轴承坏。④启动电动机,使电动机空转,用手触摸电动机,检查其运动情况,感觉到电动机在转动过程中有较大的振动。
(2)诊断结果:确定故障原因为Y轴轴承锈蚀,电动机振动过大,需更换。
(3)处理方法:更换Y轴伺服电动机、更换Y轴丝杆轴承,安装紧固完成后,开机回原点,这就需开启检测系统,在系统中查看Y轴光电原点坐标,其值应在110~140范围内;如不在范围内,需松开丝杆联轴器紧固顶丝,手动微调联轴器,再紧固好,反复调整直至数值合适。
(1)诊断步骤为:①用手轮方式移动工作台,工程中听见转动有响声,初步判断为Y轴运动机构故障。②用内六角扳手拧松Y向挡板紧固螺杆,取下挡板,打开上挡板,用手向前推移工作台至丝杆露出,再用手转动丝杆感觉丝杆间隙。③用内六角扳手拧下丝杆两端轴承盖紧固螺杆,取下轴承盖;再拧松丝杆联轴器的紧固螺杆,使轴承可脱离轴承座出来,再用手转动轴承,有响声,且转动不顺畅,判断轴承坏。④启动电动机,使电动机空转,用手触摸电动机,检查其运动情况,感觉到电动机在转动过程中有较大的振动。
(2)诊断结果:确定故障原因为Y轴轴承锈蚀,电动机振动过大,需更换。
(3)处理方法:更换Y轴伺服电动机、更换Y轴丝杆轴承,安装紧固完成后,开机回原点,这就需开启检测系统,在系统中查看Y轴光电原点坐标,其值应在110~140范围内;如不在范围内,需松开丝杆联轴器紧固顶丝,手动微调联轴器,再紧固好,反复调整直至数值合适。
本案主要的维修要点是通过看、听、触及感等基本的感官认知去判断机床故障,需要一定的技术积累。
5. 电动机开机抖动急停
5. 电动机开机抖动急停
具体表现为开启主轴电动机时,电动机抖动一下即停止不转。
(1)诊断步骤:①开机,进入加工界面。②打开机床测试软件,点击“主轴电动机运行”,机床报警提示:“转子卡死或运转滞涩”。故障判断为电主轴损坏。
(1)诊断步骤:①开机,进入加工界面。②打开机床测试软件,点击“主轴电动机运行”,机床报警提示:“转子卡死或运转滞涩”。故障判断为电主轴损坏。
(2)故障原因:①轴承磨损严重或者轴承抱死无法正常运转。②电主轴长期存放于潮湿环境,且防护不当,导致电主轴内部零件生锈卡死。③电主轴高温运转或者堵转,导致定子线圈绝缘漆熔化冷却后将转子粘住。④电主轴旋转件因松动或者有异物影响,与非旋转件造成卡蹭。⑤带松拉刀机构的电主轴处于松刀状态,气缸活塞杆与转子拉杆压在一起。⑥带松拉刀机构的电主轴在刀具处于加紧状态,但气缸不能正常复位。
此类故障一般都是电主轴内部异常,需要厂家专业人员检修。但是,为了尽量避免电主轴模块的损坏,要求操作人员在操作机床时务必进行电主轴的日常保养,特别是每次使用完毕后,应及时清理电主轴上的切屑和切削液,不要使用压缩空气清理,因为使用压缩空气会把尘屑吹进电主轴轴承而缩短电主轴寿命,应使用吸尘器将残渣吸走或用软布、刷子清理,在清理过程中必须一直开着正压密封。
6. 电主轴转动异常
6. 电主轴转动异常
具体表现为手转转子正常,但打主轴转速电主轴不转。
(1)故障原因分析:①电主轴连接线松脱或者虚接。②电主轴的电性能异常、绝缘下降或三相电阻不均。③主轴连接线路短路或者断路。④变频器故障或者变频器通信异常。
(2)处理方法:①检测电主轴连接线路是否松动,接头是否氧化,清理后新插接。②用万用表及摇表检查电主轴三相电阻是否平衡,偏差不大于0.2Ω,三相对电主轴外壳绝缘是否正常(≥500MΩ)。③拔下电主轴连接线两端,用万用表测量主轴连接线是否通,不同相间是否短路。
对此,除了维修技术人员学会处理这些异常外,操作者每天的电主轴检查至关重要,这要求每天开机后必须检查电主轴冷却液流动的状态,检查电主轴冷却机是否正常工作,冷却液是否清洁,管路状态是否正常,严禁在电主轴内无冷却液通过的情况下开启电主轴,只有做好日常的维保工作,才能减少不必要的维修。
7. 结语
本文仅提供了JDLGC-ATC-P型精雕数控雕刻机在生产过程中常见的几个案例,这些案例说明书中有些有,有些没有。因此,在实际的生产活动故障形式总是各种各样、千变万化,这需要维修技术人员拥有一定的专业技术知识和丰富的维修经验,同时需要培养自身良好的工作习惯,不断学习和掌握机床的工作原理,方可面对各种故障的挑战,解决生产中的实际问题。