全自动双面贴标机是一种多功能贴标机,适用于方形或平面产品的双面或单面贴标。有调节简单,适用范围广等特点。它只需要少量的调整就可以完成各种规格对象的相互转换。贴标站布局简单合理,高速稳定。采用双压辊结构,保证了标签的张力,避免了底纸模切损坏而造成的标签断标现象。分段式离合器使张力更平衡。采用先进、友好的独立人机界面进行控制,操作参数可存储和调用。人机界面显示任何异常情况,并指导故障排除。操作简单,任何人都可以轻松操作,快速使用本设备。
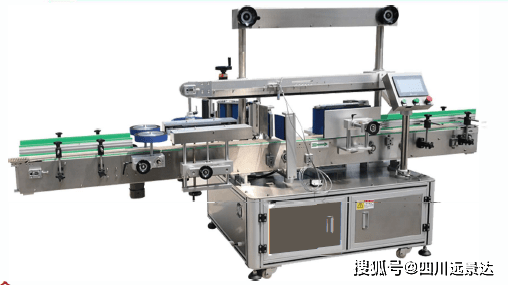
全自动双侧面贴标机的贴标工作流如下:产品由人工装料(或上流输送带输送来)→板链输送带输送→分料→整形机构把产品矫正排列形状→压带压持→电眼检测→送标器机构收到电眼信号送标→标签快速送到产品上需贴标部位→压标→成品经板链输送带输出。

全自动双面贴标机的调试步骤。
全自动双面贴标机的调整步骤如下:
1. 皮带压紧机构的调整
压带高度调整为比待粘贴产品低3mm。
2. 整形机构的调整
成型带以压带为中心,压带宽度刚好能夹持瓶口,高度调整为工件重心。
3. 调整测量对象的电眼
对于方形产品,电眼之间的垂直角距离大约3mm。
对于弧形产品,电眼与角度的切向距离约为3mm。
4. 标题的调整
调整标头的角度,使其与被粘贴的工件形成一个切割角,距离为3—5 mm,标记板与被粘贴的工件垂直平行。
5. 双头调整
将正面和背面与目标板相对侧的位置对齐,如上所述。

6. 投标测试
标准的长度比标准板长2—5毫米,每次测试停止位置的偏差不超过0.2毫米。
7. 调整侧护栏,使瓶子被输送到位于中心的成型机构。
8. 试试贴标。
以上调整步骤以实际贴标效果为准。