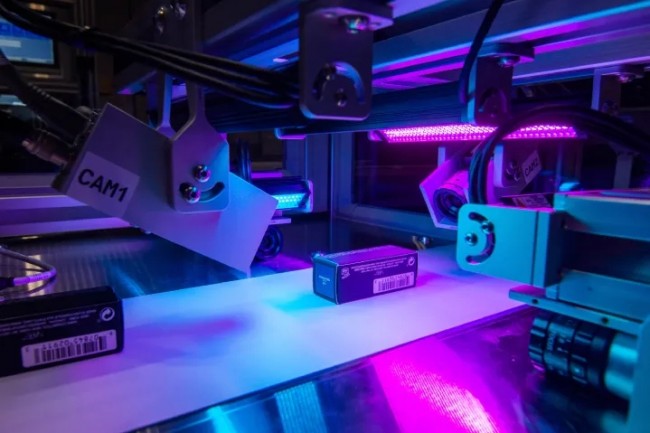
一、机器视觉技术在生产线上的应用场景

外观检测:机器视觉系统能够检测产品的外观缺陷,如划痕、凸起、凹陷等,确保产品外观符合要求。


颜色识别:机器视觉系统能够准确识别产品的颜色,对颜色进行分类、判断,提高产品颜色的准确性。

灌装液位精度检测:检查容器中液体或膏体产品的液位是否正确,有助于防止灌装不足或灌装过高。

灌装异物检测:机器视觉系统能够准确识别容器里的头发,异物等脏污。

自动化引导:机器视觉系统能够通过识别生产线上的标志物,实现自动化引导和定位,提高生产线的自动化程度。
装配检测:机器视觉系统能够检测各种组件(如盖子、泵)在装配过程中是否存在缺失、错位等问题,确保产品装配正确。
二、机器视觉技术在生产线上的优势

可追溯性:机器视觉系统可以记录检测数据,方便追踪产品质量问题,提高了产品质量的可追溯性。
灵活性:机器视觉系统可以适应不同类型的生产线和产品,具有较强的通用性和灵活性。
安全性:机器视觉系统可以替代人工进行一些危险或重复性高的工作,提高了生产过程的安全性。
通过机器视觉系统的引入,企业可以大幅提高生产效率和质量,降低成本,提高市场竞争力。随着机器视觉技术的不断发展和完善,我们相信它将在更多领域得到广泛应用,为制造业的智能化、自动化发展提供强大支持。