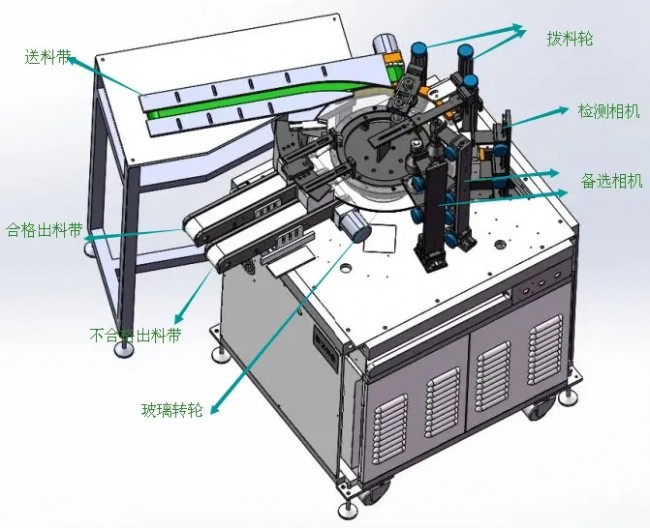
一、机器视觉检测设备的工作原理
机器视觉检测设备是一种基于计算机视觉技术的检测设备,它通过摄像头采集被检测物体的图像,然后将图像传输到计算机中进行处理和分析。计算机通过图像处理算法对图像进行处理和分析,提取出被检测物体的特征信息,如形状、尺寸、颜色等,然后根据预设的检测标准对被检测物体进行判断和分类。
二、机器视觉检测设备的应用优势
1. 提高检测效率:机器视觉检测设备可以快速地对零部件进行检测,检测速度可以达到每秒数十个甚至上百个,大大提高了检测效率。
提高检测准确性:机器视觉检测设备采用先进的图像处理算法和高精度的传感器,每分钟可检测数百甚至数千个配件,大大提高了检测效率。同时,视觉检测系统可以连续不间断地工作,减少了人工干预和停机时间,进一步提升了生产线的整体产能。
2.通过高精度的CCD相机和先进的图像处理算法,机器视觉检测系统能够捕捉到配件表面的微小缺陷和尺寸偏差,其检测精度可达到微米级,远超人眼检测的范围,确保了产品质量的稳定性和一致性,检测准确性可以达到 99%以上。
3.提高生产效率:机器视觉检测设备可以快速地对零部件进行检测,及时发现质量问题,避免了因质量问题导致的生产延误,提高了生产效率。
4.降低生产成本:机器视觉检测设备可以实现自动化检测,不需要人工干预,大大降低了生产成本。