在当今竞争激烈的制造业市场中,产品质量是企业生存和发展的关键。为了确保产品质量的稳定性和一致性,制造业企业需要采用高效、准确的质量检测方法。传统的人工检测方法不仅效率低下,而且容易受到人为因素的影响,导致检测结果不准确。随着机器视觉技术的不断发展,机器视觉检测设备逐渐成为制造业产线产品质量检测的领军者。
机器视觉检测设备是一种基于计算机视觉技术的自动化检测设备,它通过摄像头获取产品的图像信息,并利用图像处理算法对图像进行分析和处理,从而实现对产品质量的检测和评估。机器视觉检测设备可以检测产品的外观缺陷、尺寸精度、颜色等方面的质量问题,具有检测速度快、准确性高、稳定性好等优点。

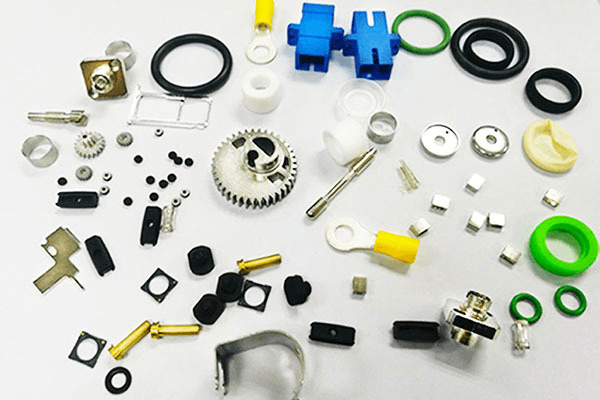
机器视觉检测设备在零部件质量检测中的应用优势
高精度检测:机器视觉系统能够以微米级甚至纳米级的精度对零部件的尺寸、形状、表面缺陷等进行检测,远超人工检测的能力范围,有效保障了产品质量的稳定性和一致性。
高效率生产:相较于传统的人工检测,机器视觉检测设备可以实现24小时不间断工作,大大提高了检测速度和生产线效率,减少了因人为疲劳或疏忽导致的检测误差。
非接触式检测:避免了传统检测方式中对零部件可能造成的物理损伤,保护了产品完整性,尤其适用于精密零部件和易损件的检测。
智能化分析:结合大数据分析和机器学习算法,机器视觉检测设备能够不断学习优化,提高检测准确性和适应性,甚至能预测潜在的质量问题,为生产决策提供有力支持。
灵活性高:通过调整算法和参数,机器视觉检测设备可以轻松适应不同型号、规格的零部件检测需求,降低了设备更换和调试成本。