一、软管为什么是喷码行业里的“高难度材料”?
从材料特性上看,汽车橡胶软管几乎集齐了喷码的所有“反面教材”:
1.表面能低:墨水天然不容易附着
2.材质柔软、有弹性:运行过程中高度、姿态随时变化
3.长尺寸连续物料:对稳定性和一致性要求极高
4.产线节拍快:留给喷码和固化的时间非常短
这意味着,如果你用“普通产品喷码”的思路去做软管喷码,结果往往只有一个:不清晰、不牢固
二、为什么很多软管喷码项目,会在“自动化工装”上踩坑?
我们在实际项目中遇到过一个非常典型的案例。客户为了降本,把喷码前端的软管拉直工装,交给了另一家自动化公司来做。对方的理解很简单:“不就是几组主动轮、从动轮,把软管拉直就行了吗?”设备也确实做出来了。人站在旁边看,软管是直的,没什么问题。但一到喷码工位,问题全出来了。软管在高速运行时:轻微上下浮动、局部弹跳。而UV 喷码,喷头与产品之间的安全距离,往往只有几毫米到一公分。只要有一点点不稳定,结果不是蹭喷头,就是二维码模糊。最终的结果是:设备要返工,工装要重做,时间被拖延,成本反而更高。
这件事本质上说明了一个问题:不是所有会做自动化的人,都懂喷码。

三、真正专业的软管自动喷码工作站,是“为喷码反推设计”的
在豫昶喷码做软管自动化项目时,我们的逻辑恰恰相反。
第一步,不是选喷码机,而是反推喷码的“稳定性边界”。
我们会先明确几个核心问题:喷头允许的安全距离是多少?在这个距离下,软管允许的高度波动是多少?在目标线速度下,软管的运行轨迹如何被“锁死”?所有前端工装,都是围绕喷码标准倒推出来的结果。
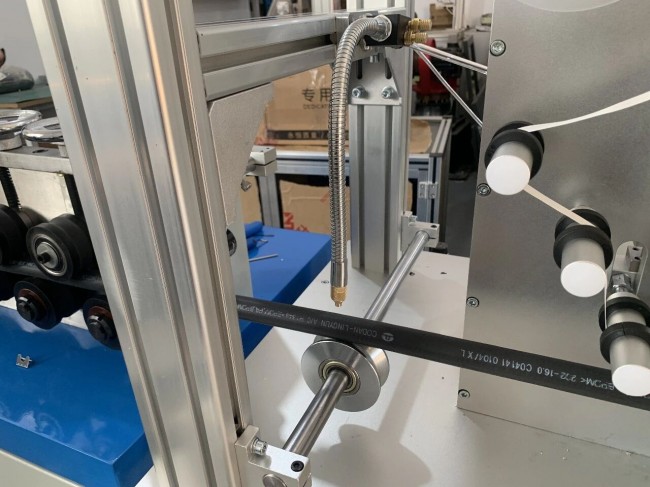
1、软管拉直系统
通过精确设计的主动轮/ 从动轮结构,让软管在运行过程中始终保持直线状态,这是后续所有工序的基础。
2、表面涂层处理工艺
针对橡胶软管表面能低的问题,增加专用涂层喷涂工位,为UV 墨水提供可靠的附着基础。
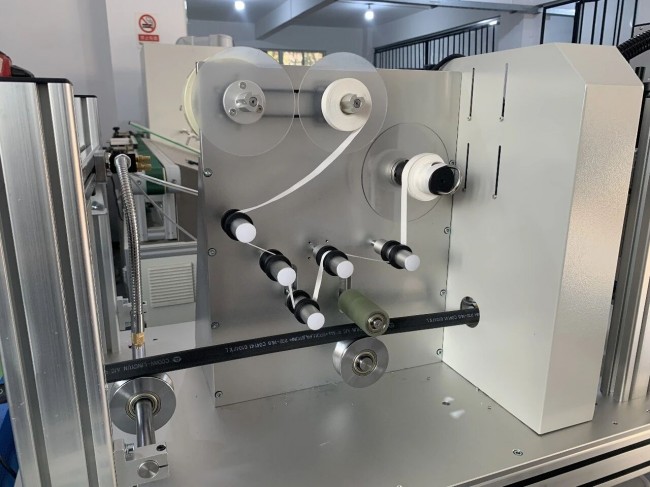
3、涂层抹匀与压实
通过复卷装置,用布层对涂层进行抹匀、压实,避免局部过厚或过薄,保证喷码一致性。

4、快速吹干工位
在进入喷码区前,将涂层状态稳定下来,避免环境变化对喷码质量的影响。
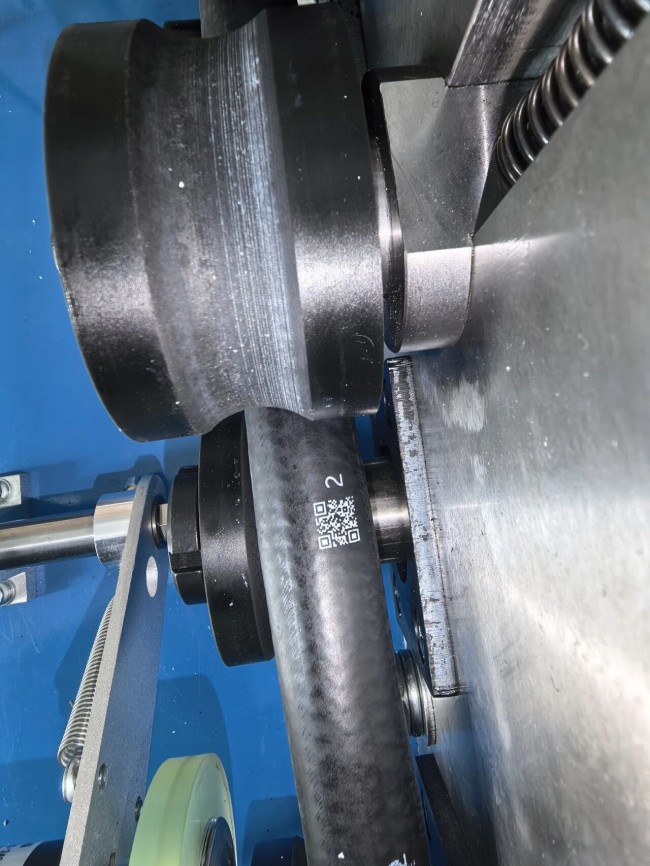
5、UV 喷码单元
黑色软管采用白墨打印,进口高喷喷头,约1cm 安全打印距离,内置搅拌系统,防止白墨沉淀,支持长时间连续不停机运行,整条产线速度可稳定在20 米 / 分钟,实现每小时约 1200 米软管的无人化喷码作业。
四、软管喷码,真正省下来的不是设备钱,而是“隐性成本”
很多企业在算账时,只看得见:一台喷码机多少钱、一套工装多少钱。但真正吃成本的,往往是这些看不见的部分:人工、返工、停线、质量追溯失败的风险。一套稳定的软管自动化喷码工作站,省下来的不是“一台机器的钱”,而是长期运行中的系统性成本。
五、写在最后:选择喷码方案,本质是在选“谁对结果负责”
说一句行业里的实在话。橡胶软管喷码,从来不是“喷码机行不行”的问题,而是前端工装、工艺、控制逻辑,有没有为喷码服务。如果你只是找一家:会做设备、能把线跑起来、那项目“做出来”不难。
但如果你要的是:长期稳定、可追溯、可持续运行,那你需要的,是真正懂喷码,又能把自动化做到喷码标准里的团队。
这,也是豫昶喷码一直坚持在做的事情。