铝是工业中非常典型的一类材料。一方面,它在1064nm波段对激光能量具有良好的吸收能力,因此从原理上来说,激光可以稳定作用于其表面;另一方面,铝的高反射性和高导热性,又让能量很容易扩散,导致打标效果对参数变化非常敏感。
也正因为这种“既容易加工又难以稳定”的特性,很多实际问题并不是出在设备上,而是出在对材料状态和工艺控制理解不够。比如同样是铝材,原色铝、阳极氧化铝和喷涂铝,在打标逻辑上完全不同,如果用同一套参数去处理,效果必然不一致。
二、铝材激光打标的两种核心工艺逻辑
在实际应用中,铝材打标主要可以归纳为两种方式:氧化变色和材料去除。这两种方式决定了最终的视觉效果,也直接影响参数设置思路。
1. 氧化变色(发黑工艺)
这种方式本质上不是“雕刻”,而是通过激光加热,让铝表面发生可控氧化,从而形成深灰或黑色标记。材料本身不会被去除,表面依然平整。
这种工艺的特点是:
- 表面无凹陷,适合外观件
- 对热输入要求非常精细
- 更依赖频率与能量累积
但它的难点在于窗口窄,一旦能量略高,就会直接转为烧蚀状态,导致表面粗糙甚至发黄。
2. 材料去除(去层工艺)
这种方式是通过激光直接去除表面层(如阳极层、油漆、涂层),露出底层金属形成对比。
在实际生产中,这是最主流的方式,尤其适用于:
- 阳极氧化铝(黑底打白)
- 喷涂铝(去漆显金属色)
其优势在于:
- 对比度高
- 稳定性强
- 更适合批量生产
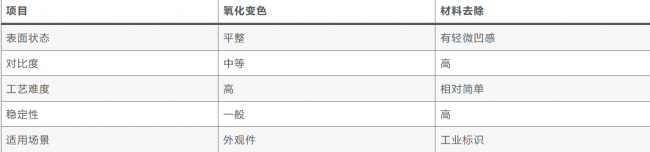
工艺对比(实际选型参考)
三、不同铝材表面对打标效果的影响
很多打标问题的根源,其实来自材料本身,而不是设备。
常见铝材类型及加工差异

在实际项目中,如果没有区分材料类型,而直接调参数,很容易陷入“怎么调都不稳定”的情况。
四、关键参数如何影响打标效果(核心实操部分)
激光打标不是单一参数决定效果,而是多个参数共同作用的结果。理解它们之间的关系,比单纯记参数更重要。
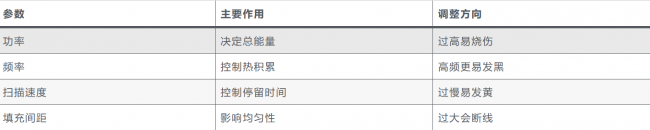
参数作用逻辑
常见参数区间(20W光纤激光参考)

这些不是固定值,但在实际打样中,基本可以作为有效起点。
五、设备选择:不是越高功率越好
在铝材打标中,设备选择应围绕应用,而不是单纯追求配置。
常见激光类型对比

对于大多数工业应用来说,20W–50W光纤激光已经足够覆盖需求,区别主要体现在效率和加工窗口,而不是“能不能打”。

六、复杂结构工件的打标难点
在实际生产中,问题往往不是平面,而是结构。
当工件存在高度差时,焦点偏离会直接导致:
- 局部清晰、局部模糊
- 去层不干净
- 标记不一致
常见解决方式

对于多型号、小批量生产,动态对焦更有价值。
七、实际应用中的差异(行业角度)
不同应用对打标要求差异明显:
- 汽车行业更关注耐久性(耐高温、耐油污)
- 电子行业更关注精度和功能影响
- 医疗行业更强调长期可读性和稳定性
这会直接影响工艺选择,比如是否允许雕刻、是否必须无热影响等。
八、常见问题(FAQ)
为什么铝材有时候打不黑?
通常是频率不够高或能量分布不合理,无法形成稳定氧化层。
通常是频率不够高或能量分布不合理,无法形成稳定氧化层。
为什么会发黄?
热输入过多,材料过烧,是典型参数过高问题。
热输入过多,材料过烧,是典型参数过高问题。
阳极氧化铝一定能打白吗?
不一定,取决于氧化层厚度和染色工艺。
不一定,取决于氧化层厚度和染色工艺。
20W和50W怎么选?
不是“能不能做”的区别,而是效率和适配范围不同。
不是“能不能做”的区别,而是效率和适配范围不同。
为什么同一参数不同批次效果不同?
材料一致性问题,尤其阳极氧化层差异较大。
材料一致性问题,尤其阳极氧化层差异较大。
如果您在铝材打标过程中遇到效果不稳定、对比度不理想或批次差异较大的问题,建议优先进行针对性打样测试与参数优化。
码清激光致力于为工业客户提供可靠的激光打标解决方案,通过持续优化工艺与应用经验,助力客户在不同应用场景中实现高质量、可追溯的标识标准。