1.1贴标机介绍
贴标机(Labeller),是以粘合剂把纸或金属箔标签粘贴在规定的包装容器上的设备。贴标签机是现代包装不可缺少的组成部分。目前我国生产贴标机的种类正在逐步增加,技术水平也有了很大的提高,已从手动、半自动贴标的落后局面,转向自动化高速贴标机占据广大市场的格局。
1.2 贴标机分类
主要分类有:全自动立式圆瓶贴标机,全自动卧室圆瓶贴标机,全自动转角贴标机,全自动红酒贴标机,平面贴标机,上下不干胶贴标机,双侧气动贴标机,单侧贴标机,半自动平面贴标机等。
目前合信技术的产品已经成功用于全自动立式圆瓶贴标机、平面贴标机、上下不干胶贴标机、单侧贴标机等机型。
1.3 贴标机控制原理
工作过程的开始是瓶子(纸盒)在传送带上以一个不变的速度向贴标机进给。机械上的固定装置将瓶子之间分开一个固定的距离,并推动箱子沿传送带的方向前进贴标机的机械系统包括一个驱动轮, 一个贴标轮,和一个卷轴。驱动轮间歇性地拖动标签带运动,标签带从卷轴中被拉出,同时经过贴标轮贴标轮会将标签通过不干胶粘帖在瓶子上。在卷轴上采用了开环的位移控制,用来保持标签带的张力因为标签在标签带上是彼此紧密相连的,所以标签带必须不断起停。
标签是在贴标轮与箱子移动速度相同的情况下被贴在箱子上的。当传送带到达了某个特定的位置时,侧物传感器感应,标签带驱动轮会加速到与传送带匹配的速度,贴上标签后,当检测到色标传感器时,伺服电机在走定定长距离,再减速到停止。
由于标签带有可能会产生滑动,所以它上面有登记标志,用来保证每一张标签都被正确地放置。登记标志通过一个传感器来读取,在标签带减速阶段,驱动轮会从新调整位置以修正标签带上的任何位置错误。
1.4、控制方案
新型立式贴标机控制方案选用合信控制产品:CTSC 100系列PLC、E系列E10伺服驱动器、TP07 触摸屏。
贴标机核心的送标控制部分由E10驱动器内置色标捕捉定长定位功能实现;PLC完成贴标机的外部逻辑处理和进行对送标动作的触发;触摸屏拥有双通讯口,一个通讯口同E10驱动器采用Modbus通讯,设置贴标动作的参数(如速度、位置以及延时时间等),并监视驱动器的状态;另一个通讯口同PLC连接(PPI通讯协议)起来以进行机器的其它逻辑动作的控制和相关参数设置。
1.5、驱动器内置路径规划与时序
在采用E10驱动器内置功能控制直线式贴标机时,E10驱动器工作在“特殊速度-位置模式”。将测物传感器连接到伺服驱动器DI4,色标传感器连接到伺服驱动器DIR-触发贴标动作的两个传感器为:测物传感器与色标传感器,测物传感器连接到伺服驱动器 I/O 接口的DI4 ,色标传感器连接到伺服驱动器I/O 接口的DIR-。
在启动贴标机工作时,主轴传送带将需要贴标的瓶运送过来,当测物传感器检测到信号后,驱动其以设定的贴标速度控制电机运行;当电机运行经过设定的长度后,驱动器启动连接色标传感器的输入,进入色标捕捉状态(色标传感器输入连接的是E10驱动器的高速输入接口,其信号采集周期为2微妙);当色标传感器检测到色标信号后,驱动器从速度模式平滑切换的到位置模式,根据在HMI上设置的运动脉冲数以及加减速时间完成定长运动。从而实现每次贴标的精准定位;当定产运行完成后,驱动器输出一个动作完成信号,表示此次贴标动作完成,系统可以进行下一次贴标动在。通过实际的运用,可以很好的避免由于受干扰丢失脉冲的问题,而且不会出现重复误差累积的问题。
1.1信号触发时序图
1.6、方案对比
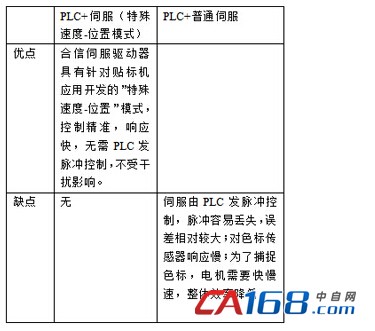
合信E10伺服驱动器内E10驱动器内置色标捕捉定长定位功能具有显著的优点,能够出色完成贴标机控制需求。在本文的立式贴标机中,这种方案出色完成控制任务,同客户之前方案相比,设备生产效率提高30%,并且适应性强,可以用于不同种类和动作要求的贴标设备。