机器视觉检测系统在食品饮料行业中的应用:
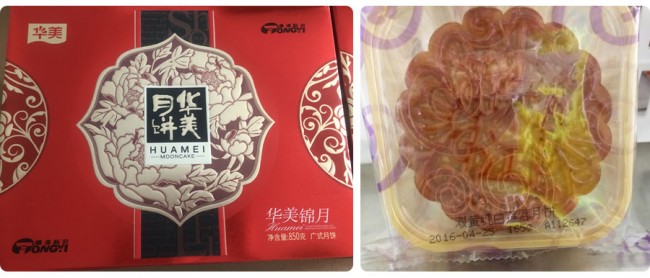
1、产品的包装盒装/袋装的外观检测,检测内容包装袋产品混料、外包装破损、脏污、标签有无、印刷字符缺陷等;
2、瓶盖外观尺寸检测,如黄斑、黑点、内盖坏剔除漏装瓶盖、瓶盖歪斜等不良品;
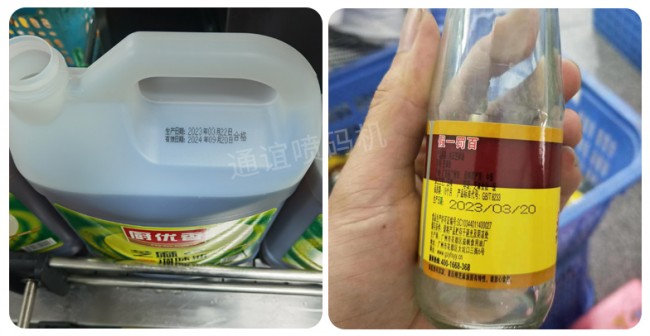
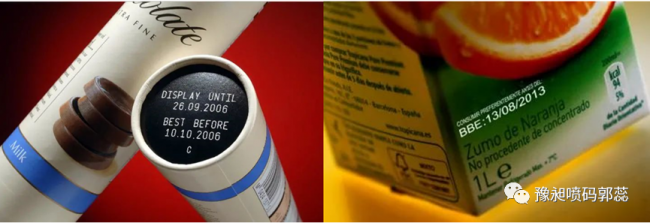
3、易拉罐包装、罐头包装等拉环质量、生产日期有无、序列号等检测;
4、饮料杯内装检测有无漏放吸管有无、配料错漏装、外包装是否破损等检测;

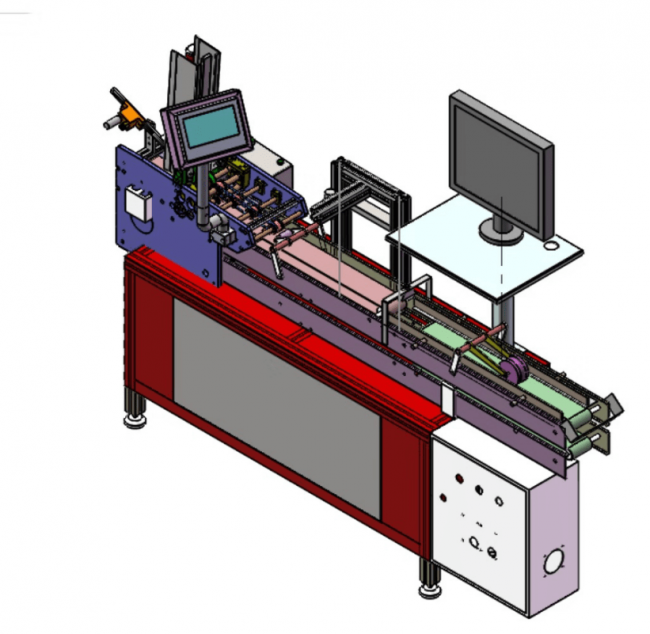
机器视觉检测技术主要是为了提升制造业产品质量,视觉检测系统在生产线中快速检测产品外观缺陷。精度检测、自动化水平和柔性化能力,可效帮助企业降低人工成本、保障存在危险操作的员工安全。
1、适用广泛。具有较宽的光谱响应范围,例如使用人眼看不见的红外测量,扩展了人眼的视觉范围。
2、性能稳定,可长时间精准检测。人工视觉品检容易造成视觉疲劳,而机器则不会。机器视觉可长时间重复性检测、测量产品并完成实时分析识别统计任务,并能快速完成生产任务。
3、检测速度快。可在生产流水线上安装视觉检测系统,实现快速检测质量提升效率。
机器视觉技术的发展,让生产企业大受裨益,不仅帮助他们实现自动化生产,而且能够保证食品安全和食品质量。