随着信息化日新月异的发展,工业及消费品行业产品信息的记录和追溯也成为品质保障的重要一环,而部件体积的微型化,外形设计的复杂多样化等使得传统的机械雕刻、丝印等方式已不能满足行业发展的要求。

激光打标技术以其高效、精确、环保等诸多优势,近年来被广泛得应用于各类塑料制品的标识、追溯、装饰等场景。而激光打标成像质量也越来越为众多塑料零部件供应商所关注。今天我们就一起来探究影响塑料激光打标效果的各项要素,以及如何得到一个合格的激光打标零件。
01
激光打标基本原理
激光打标是利用光源系统产生高能量的连续激光束,经过控制系统控制激光的输出功率、频率,聚焦到塑料制件表面,树脂或激光打标剂吸收通过激光的能量转化为热量,使其发生熔化、气化或化学变化,随着激光束在塑料表面移动,被处理的区域逐渐形成所需的图案或文字。
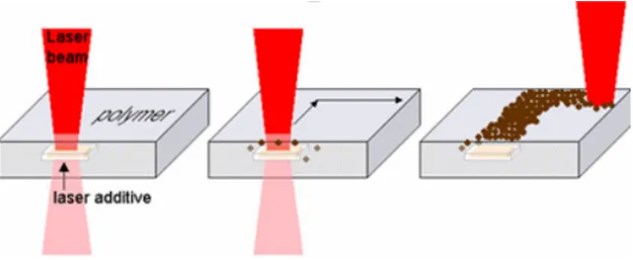
塑料在高能量密度的作用下,可能发生以下几种情况:
气化:部分塑料会转变为气体,形成气泡或气体喷射。
熔化:塑料局部熔化,形成熔池。
化学变化:在高温下,塑料和助剂分子发生化学反应或产生其他物质,导致颜色变化。
02
塑料激光打标的应用优势
激光打标过程中激光头不与塑料制件表面直接接触,避免了机械应力和磨损
激光束可以聚焦到微米级别,打标线条精细,字符清晰,图形细腻,适合微小、复杂图案且不受制件复杂结构的限制
激光打标过程快速,尤其是对于流水线作业,可实现高速在线打标,大大提高了生产效率;打标完成即可装箱运输,无需像丝印必须等油墨完全凝固
激光打标的标记不易因摩擦、清洗、化学侵蚀而消失,具有良好的耐久性和耐磨性
激光打标过程中无耗材消耗,无化学物质排放,符合环保要求,与丝印相比,不需要油墨、涂料、溶剂等
03
影响激光打标效果的主要因素
合聚应用实验室分别对添加了三种不同浓度激光助剂的ABS材料,进行了不同工艺条件验证
实验1 固定功率50%、频率50KHZ、速度250,调整脉宽
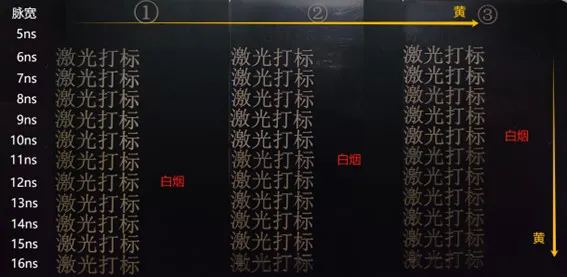
同脉宽下,字迹随激光打标剂浓度增加变黄变暗;同浓度下字迹随脉宽升高变黄变暗且浓度越高可承受的脉宽越低
实验2 固定频率50KHZ、速度250,调整脉宽、功率
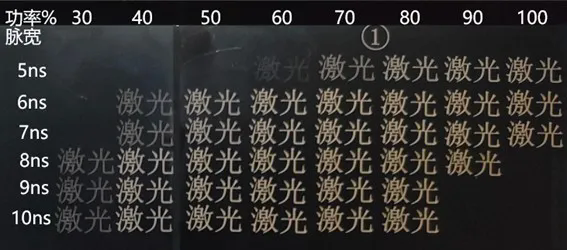
随功率提升,字迹逐渐变黄变暗;功率从50%提升至70%,字迹清晰度也不及脉宽从5ns提升到6ns
实验3 固定脉宽6ns、功率60%,调整频率、速度
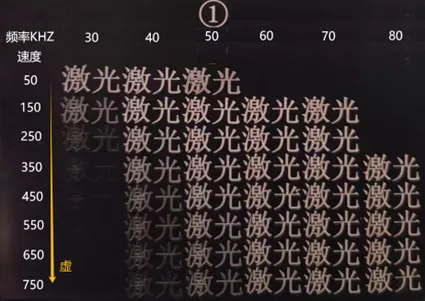
随频率升高字迹白度略微有下降趋势,变化很微弱;速度太低极易灼烧,随速度升高字迹由实变虚。
根据以上三组实验现象,分析结果得出结论:
04
影响激光打标效果的主要因素
激光能量
激光脉宽和功率越大,激光能量越大,且能量增幅效果受脉宽影响较功率更明显
脉宽设置
脉宽设置在打标效果能被接受的前提下尽可能低,起始功率设置50~60%为宜,设备工作负荷小,能耗低,打标效果会更好
速度与频率
起始速度和频率均不宜设置太低,以避免塑料制件灼烧,找准脉宽和功率基准后,尽可能高频高速以提升作业效率
通过以上实验,帮助我们验证了材料配方设计与应用工艺调整之间的相互作用关系,一方面指导合聚研发更有效优化材料配方,另一方面帮助客户摸索更为适宜的工艺条件,不断提高产品良品率和生产效率。