在食品包装行业,喷码几乎是每一件产品出厂前的“身份证”。
生产日期、批次编号、追溯信息……这些看似不起眼的字符,在产线中往往难以及时被人工发现,一旦出现漏喷、重码、字符缺失等问题,不仅影响产品合规,还可能直接引发消费者投诉与品牌风险。
落到具体产线上,瓶盖喷码检测远没有想象中简单。
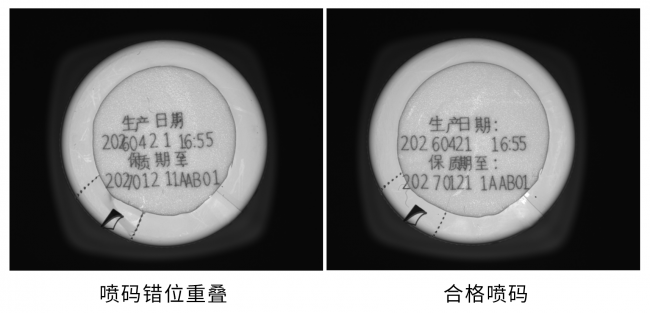
传统瓶盖多采用高反光塑料材质,表面存在弧度与纹理变化,喷码区域极易受到反光干扰;另一方面,在高速连续生产过程中,喷码设备还会受到温湿度、喷头状态等因素影响,容易出现字符断线、墨迹扩散、喷码偏移、重影等异常情况,难以满足当前食品包装行业对高速、高一致性质量检测的需求。
因此,如何在高速运行与复杂反光环境下,实现喷码字符的稳定成像与精准识别,成为瓶盖喷码检测中的关键难点。
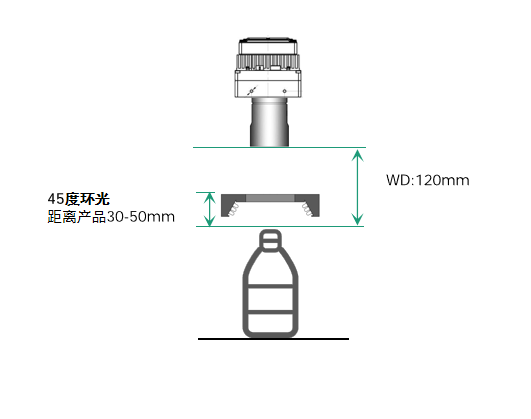
基于上述挑战,结合实际产线需求,可通过优化光学成像与视觉检测方案,提升喷码字符在复杂工况下的可读性与识别可靠性。
相机:度申500万黑白面阵工业相机MGV518M-H2
镜头:25mm镜头
光源:环形光
针对上述问题,本方案在成像设计上设定检测视野约为4×4cm,同时要求系统具备约16μm的像素分辨能力,以满足喷码字符细节的稳定识别需求。在该成像条件下,根据像素精度反推所需像元数量:4cm视野对应约40000μm范围,以16μm精度计算,单方向至少需要约2500个有效像素。结合实际工业应用中需预留一定成像冗余用于抗抖动、边缘补偿及算法裁剪,本方案最终选用分辨率为2448×2048的度申MGV518M-H2面阵相机,该工业相机像元尺寸为3.4μm×3.4μm,感度更高,成像细节更清晰。搭配25mm镜头及高均匀性环形光源,通过优化光源照射角度与成像参数,有效降低瓶盖表面反光干扰,进一步增强喷码字符与背景之间的灰度对比,使字符轮廓更加清晰稳定。有效解决了食品包装行业瓶盖喷码因高反光、墨迹扩散、喷头偏移等导致的字符模糊、漏喷、重码及错位等常见瑕疵检测难题,助力提升检测准确率与作业效率,适用于常规喷码检测与字符识别场景。